Explore our top-tier balloon dilatation catheters and urinary supply range
The global market for balloon dilatation catheters is currently experiencing a transformative phase, driven by the increasing prevalence of cardiovascular and peripheral arterial diseases. As healthcare systems worldwide shift towards minimally invasive surgeries (MIS), the demand for precision instruments that reduce hospital stay and recovery time has surged. Currently valued at several billion dollars, the market is projected to maintain a CAGR of approximately 7-9% over the next decade.
In North America and Europe, the saturation of traditional surgical methods has paved the way for advanced interventional radiology. Meanwhile, emerging markets in Asia-Pacific and Latin America are rapidly adopting these technologies as healthcare infrastructure improves. This global commercial landscape presents a massive opportunity for high-quality exporters who can balance technological innovation with cost-effectiveness.
Tianjin Gray Medical Technology Co., Ltd. was founded in 2012 and is headquartered in Tianjin. With over a decade of profound expertise and technical qualifications in the medical equipment sector, the company has established itself as a trusted leader in providing high-quality products and comprehensive services to medical institutions worldwide. Our diverse product portfolio includes operating room instruments, dental tools, rehabilitation devices, anesthesiology equipment, medical consumables, and diagnostic instruments, all designed to meet the needs of hospitals, clinics, and healthcare providers at every level.
At Tianjin Gray Medical Technology, we pride ourselves on our strict quality control systems, state-of-the-art manufacturing facilities, and efficient global supply chain networks. Our mission is to continuously improve the quality of healthcare through innovation and the delivery of high-performance medical products. We are committed to advancing clinical practices, enabling the development of precision medicine, and fostering improvements in patient care.
To ensure the optimal functioning of our products, we offer a full-cycle service system that includes equipment installation, professional training for medical staff, and round-the-clock technical support. Our dedicated team of engineers, supported by an intelligent operation and maintenance platform, ensures the smooth operation of our products, helping healthcare providers meet the challenges of a rapidly evolving medical landscape.

We are driven by a strong commitment to improving the lives of patients and delivering clinical solutions that support the work of healthcare professionals around the world. We offer competitively priced products, fast delivery times, and highly efficient customized services to meet the unique needs of our global clientele.
Our vision is to contribute to the global healthcare ecosystem, advancing both the technology and quality of medical devices, while continuously building long-term, mutually beneficial relationships with our customers.
The industry is moving towards semi-compliant and non-compliant balloons made from advanced polymers like PEBAX and Nylon 12. These materials offer higher burst pressures and better trackability through tortuous anatomy, ensuring surgeon precision during critical procedures.
The integration of Paclitaxel or Sirolimus coatings on balloon surfaces is a major trend. DCBs provide localized drug delivery to prevent restenosis, effectively merging mechanical dilation with pharmacological therapy.
AI-driven design optimization is being used to simulate balloon behavior under different vessel pressures. This reduces R&D cycles and ensures that every catheter exported meets specific clinical tolerances.
Tianjin Gray Medical Technology Co., Ltd. operates several advanced manufacturing facilities. Our production line covers a broad range of products, including medical consumables, diagnostic equipment, dental devices, and rehabilitation technology. These products are designed to meet the diverse and evolving needs of medical professionals across various fields, from clinical diagnosis to emergency response, ensuring that healthcare providers have the tools they need to deliver the best care to patients.
At Tianjin Gray Medical Technology, we continually invest in advanced production technologies, such as automated manufacturing robots, AI-driven production decision optimization, and real-time monitoring systems.
Our green manufacturing initiatives also help reduce energy consumption and minimize environmental impact. These innovations allow us to stay at the forefront of the industry and provide our customers with cutting-edge medical solutions.
As we look to the future, we are committed to enhancing our research and development capabilities, fostering talent, and collaborating with leading technological partners. We will continue to break new ground in medical product innovation, ensuring that our products remain at the forefront of the industry.
China has emerged as the global hub for medical device manufacturing, and for good reason. Choosing a partner like Tianjin Gray Medical Technology offers several strategic advantages:
Our balloon dilatation catheters are engineered for versatility across multiple medical disciplines:
Used in PTCA (Percutaneous Transluminal Coronary Angioplasty) to widen narrowed coronary arteries, restoring blood flow to the heart muscle. Our low-profile designs allow for navigation through complex lesions.
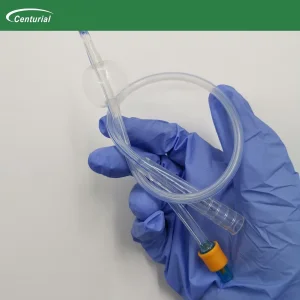
Critical for dilating urethral strictures or for placing stents. Our silicone foley catheters with integrated balloons provide safe, long-term drainage solutions for patients with urinary retention.
Applied in treating Peripheral Artery Disease (PAD) in the lower limbs, our catheters help prevent limb ischemia and improve patient mobility.

Global medical distributors and hospital procurement departments are increasingly looking for suppliers that offer more than just a product. They require stability, documentation, and scalability. As a leading exporter, we address these needs by providing complete technical dossiers for local regulatory approvals, ensuring consistent batch-to-batch quality, and offering flexible payment and shipping terms.
Whether it's a tender for a national health service or a private clinic group's recurring order, our system is designed to handle high-volume demands while maintaining the precision required for medical-grade components.
Tianjin Gray Medical Technology Co., Ltd. offers a wide range of products and services to support the global healthcare community. Our products are used in numerous clinical applications, including diagnosis, treatment, rehabilitation, and emergency care, as well as in personal health management and preventive care. Our solutions cover a wide spectrum, from high-performance diagnostic tools used in hospitals to home healthcare products for individual patients, ensuring that our products meet the needs of diverse patient populations, including children and the elderly.
Our commitment to improving public health extends beyond the clinical setting. We provide solutions for medical research, educational purposes, and public health initiatives, such as epidemic prevention and control. Our products are designed to improve the efficiency of healthcare delivery, enhance patient outcomes, and provide medical professionals with the tools they need to excel in their practice.
Tianjin Gray Medical Technology Co., Ltd. remains dedicated to the innovation, development, and improvement of medical technologies that help save lives and improve the quality of healthcare worldwide. We are committed to growing our business, fostering global partnerships, and supporting healthcare providers and patients around the world.