 Plain Tube Vacuum Blood Collection Tube of Disposable Medical Supplies
Plain Tube Vacuum Blood Collection Tube of Disposable Medical Supplies
 Surgical Puncher Blood Vessel Cardiovascular Anastomosis Blood Vessel Cardiac Manufacturing Aortic Punches
Surgical Puncher Blood Vessel Cardiovascular Anastomosis Blood Vessel Cardiac Manufacturing Aortic Punches
 Siny Medical 10UL 200UL Supply Disposable Pipette Tips for Laboratory
Siny Medical 10UL 200UL Supply Disposable Pipette Tips for Laboratory
 Customization for Patient-Specific Devices Customized Personalized Products for Healthcare Production of Medical Single-Use Items Medical Manufacturing Parts
Customization for Patient-Specific Devices Customized Personalized Products for Healthcare Production of Medical Single-Use Items Medical Manufacturing Parts
 18g Disposable Medical Supply Auto Sterile Safety Blood Collection Needle Lancet Device
18g Disposable Medical Supply Auto Sterile Safety Blood Collection Needle Lancet Device
 State-of-The-Art Patient Monitoring System for Precise Health Data Collection
State-of-The-Art Patient Monitoring System for Precise Health Data Collection
 Factory Directly 8ml 10ml Medical Prp Tube with Platelet Rich Plasma for Regenerative Therapy Hair Kits Surgery Facial Beauty for Skin
Factory Directly 8ml 10ml Medical Prp Tube with Platelet Rich Plasma for Regenerative Therapy Hair Kits Surgery Facial Beauty for Skin
Factory Directly 8ml 10ml Medical Prp Tube with Platelet Rich Plasma for Regenerative Therapy Hair Kits Surgery Facial Beauty for Skin
Factory Directly 8ml 10ml Medical Prp Tube with Platelet Rich Plasma for Regenerative Therapy Hair Kits Surgery Facial Beauty for Skin
The global blood collection tube market is a cornerstone of the medical diagnostics industry, projected to reach multi-billion dollar valuations within the next decade. As clinical diagnostics move toward more personalized medicine and high-throughput laboratory automation, the demand for precision-engineered vacuum blood collection tubes has never been higher.
Technological advancements are driving the shift from traditional glass to high-grade PET plastics, ensuring safety and durability. Furthermore, the rise of Liquid Biopsy and non-invasive prenatal testing (NIPT) has necessitated specialized tubes, such as cell-free DNA (cfDNA) stabilization tubes, which are now becoming industry standards in developed markets like North America and Europe.
Currently, the market is characterized by a strong push towards "Self-Testing" and "Point-of-Care" diagnostics, yet the core centralized laboratory infrastructure remains the primary volume driver. The integration of AI-driven diagnostics and automated pre-analytical systems requires tubes with strict dimensional tolerances and consistent vacuum pressures—areas where Chinese manufacturing excellence is leading the charge.

Tianjin Gray Medical Technology Co., Ltd. was founded in 2012 and is headquartered in Tianjin. With over a decade of profound expertise and technical qualifications in the medical equipment sector, the company has established itself as a trusted leader in providing high-quality products and comprehensive services to medical institutions worldwide. Our diverse product portfolio includes operating room instruments, dental tools, rehabilitation devices, anesthesiology equipment, medical consumables, and diagnostic instruments, all designed to meet the needs of hospitals, clinics, and healthcare providers at every level.
At Tianjin Gray Medical Technology, we continually invest in advanced production technologies, such as automated manufacturing robots, AI-driven production decision optimization, and real-time monitoring systems. Our green manufacturing initiatives also help reduce energy consumption.
We pride ourselves on our strict quality control systems and state-of-the-art manufacturing facilities. Our mission is to continuously improve the quality of healthcare through innovation and delivery of high-performance medical products.
Our efficient global supply chain networks ensure fast delivery times. We offer competitively priced products and highly efficient customized services to meet the unique needs of our global clientele across various continents.

The procurement needs for blood collection tubes vary significantly across different regions. In developed regions such as Europe and Japan, there is a massive demand for high-end specialized tubes like those used for Platelet Rich Plasma (PRP) therapy in dermatology and regenerative medicine. In developing markets, the focus remains on high-volume, cost-effective vacuum tubes for routine screening and basic diagnostic panels.
Our products serve several distinct sectors:
Tianjin Gray Medical Technology Co., Ltd. offers a wide range of products and services to support the global healthcare community. Our products are used in numerous clinical applications, including diagnosis, treatment, rehabilitation, and emergency care, as well as in personal health management and preventive care.
To ensure the optimal functioning of our products, we offer a full-cycle service system that includes equipment installation, professional training for medical staff, and round-the-clock technical support. Our dedicated team of engineers, supported by an intelligent operation and maintenance platform, ensures the smooth operation of our products, helping healthcare providers meet the challenges of a rapidly evolving medical landscape.
Our production line covers a broad range of products, including medical consumables, diagnostic equipment, dental devices, and rehabilitation technology. These products are designed to meet the diverse and evolving needs of medical professionals across various fields, from clinical diagnosis to emergency response, ensuring that healthcare providers have the tools they need to deliver the best care to patients.
As we look to the future, we are committed to enhancing our research and development capabilities, fostering talent, and collaborating with leading technological partners. We will continue to break new ground in medical product innovation, ensuring that our products remain at the forefront of the industry. We invite medical institutions and partners from all over the world to join us in this exciting journey of healthcare advancement and innovation.
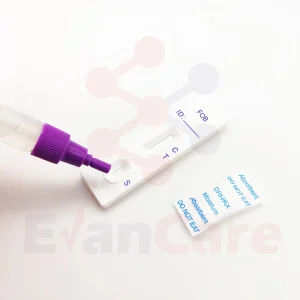 Evancare Fob Rapid Diagnostic Feces Test Kit Tumor Marker Fecal Occult Blood Test Equipment
Evancare Fob Rapid Diagnostic Feces Test Kit Tumor Marker Fecal Occult Blood Test Equipment
 Cardiovascular Surgery Disposable Linstruments Blood Vessel Cardiac Surgey Aortic Punch
Cardiovascular Surgery Disposable Linstruments Blood Vessel Cardiac Surgey Aortic Punch
 Cardiovascular Anastomosis Blood Vessel Cardiac Disposable Aortic Punch
Cardiovascular Anastomosis Blood Vessel Cardiac Disposable Aortic Punch
 Disposable Surgey Aortic Punch Blood Vessel Cardiac Cardiovascular Single Rotating
Disposable Surgey Aortic Punch Blood Vessel Cardiac Cardiovascular Single Rotating
 Easy to Operation Rapid Detection Disposable Professional Medical Test Equipment with ISO
Easy to Operation Rapid Detection Disposable Professional Medical Test Equipment with ISO
 One Step Rapid Detection Consistent Highly Accurate Medical Test Equipment
One Step Rapid Detection Consistent Highly Accurate Medical Test Equipment
 Visual Qualitative Result Consistent Visual Qualitative Result Medical Test Equipment
Visual Qualitative Result Consistent Visual Qualitative Result Medical Test Equipment
 Sterile Vacuum-Sealed Easy to Operation Medical Test Equipment
Sterile Vacuum-Sealed Easy to Operation Medical Test Equipment