The global anesthesia workstation market is currently experiencing a transformative phase, driven by the increasing complexity of surgical procedures and the rising demand for patient safety. Anesthesia workstations are no longer just gas delivery systems; they have evolved into highly integrated clinical hubs that combine advanced ventilation, multi-parameter monitoring, and sophisticated data management systems. As of 2024, the market is expanding rapidly across North America, Europe, and notably the Asia-Pacific region, where healthcare infrastructure investment is at an all-time high.
Top factories and exporters worldwide are focusing on the integration of "Smart Anesthesia" technologies. This includes digital flow meters, electronic vaporizers, and AI-driven decision support systems that help anesthesiologists maintain hemodynamic stability with surgical precision. The industrial status of this sector is defined by a shift toward modular designs, allowing hospitals to customize their workstations based on specific clinical needs, whether for neonatal care or high-risk bariatric surgeries.
Connecting healthcare providers across 120+ countries with advanced anesthesia technologies.
Utilizing smart algorithms to optimize gas delivery and monitor patient vitals in real-time.
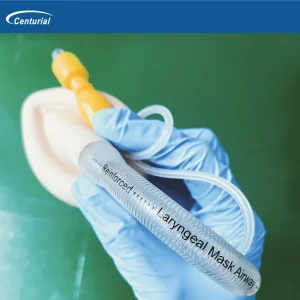
Adhering to strict ISO 80601-2-13 standards to ensure maximum safety for every surgical patient.
In the competitive world of medical device manufacturing, staying ahead means embracing the latest trends. Current industry shifts include:
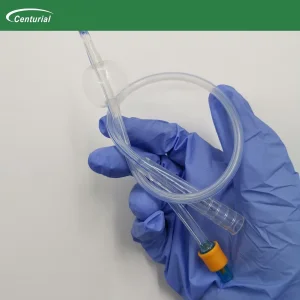
For global procurement officers, the focus has shifted from "lowest price" to "lowest total cost of ownership." This includes evaluating energy efficiency, maintenance intervals, and the availability of high-quality medical consumables such as disposable circuits and silicone catheters.
Years of R&D
Hospitals Served
Safety Record
Global Support
Company Overview: Tianjin Gray Medical Technology Co., Ltd. was founded in 2012 and is headquartered in Tianjin. With over a decade of profound expertise and technical qualifications in the medical equipment sector, the company has established itself as a trusted leader in providing high-quality products and comprehensive services to medical institutions worldwide. Our diverse product portfolio includes operating room instruments, dental tools, rehabilitation devices, anesthesiology equipment, medical consumables, and diagnostic instruments, all designed to meet the needs of hospitals, clinics, and healthcare providers at every level.
At Tianjin Gray Medical Technology, we pride ourselves on our strict quality control systems, state-of-the-art manufacturing facilities, and efficient global supply chain networks. Our mission is to continuously improve the quality of healthcare through innovation and the delivery of high-performance medical products.

Our Factory: Tianjin Gray Medical Technology Co., Ltd. operates several advanced manufacturing facilities. Our production line covers a broad range of products, including medical consumables, diagnostic equipment, dental devices, and rehabilitation technology. These products are designed to meet the diverse and evolving needs of medical professionals across various fields, from clinical diagnosis to emergency response, ensuring that healthcare providers have the tools they need to deliver the best care to patients.
We continually invest in advanced production technologies, such as automated manufacturing robots, AI-driven production decision optimization, and real-time monitoring systems. Our green manufacturing initiatives also help reduce energy consumption and minimize environmental impact. These innovations allow us to stay at the forefront of the industry and provide our customers with cutting-edge medical solutions.
High-precision automated assembly lines ensuring zero-defect production for critical care equipment.
Continuous investment in clinical research to develop the next generation of anesthesia delivery.
Optimized manufacturing processes that reduce waste and support global sustainability goals.
Product Application: Our products are used in numerous clinical applications, including diagnosis, treatment, rehabilitation, and emergency care, as well as in personal health management and preventive care. Our solutions cover a wide spectrum, from high-performance diagnostic tools used in hospitals to home healthcare products for individual patients, ensuring that our products meet the needs of diverse patient populations, including children and the elderly.
In addition to human medicine, our specialized Veterinary Anesthesia Systems are used in zoos, research labs, and private clinics to handle animals ranging from small rodents to large mammals. We provide solutions for medical research, educational purposes, and public health initiatives, such as epidemic prevention and control. Our products are designed to improve the efficiency of healthcare delivery, enhance patient outcomes, and provide medical professionals with the tools they need to excel in their practice.

As a premier Chinese factory and global exporter, we offer unique advantages that Western counterparts often struggle to match:
Our vision is to contribute to the global healthcare ecosystem, advancing both the technology and quality of medical devices, while continuously building long-term, mutually beneficial relationships with our customers.