Optimized for immediate deployability in tropical clinical settings and public health operations.



The Democratic Republic of Congo (DRC) is currently undergoing a massive structural transformation in its healthcare sector. With the support of international organizations (UNICEF, WHO, the Global Fund) and the DRC Ministry of Public Health (Ministère de la Santé Publique), there is an unprecedented push toward standardizing clinical protocols and primary healthcare delivery. However, the market faces significant supply chain bottlenecks. Regional distribution to provinces like Lualaba, Katanga, and Kivu relies heavily on imports that must withstand challenges in logistics, temperature fluctuations, and varying relative humidity.
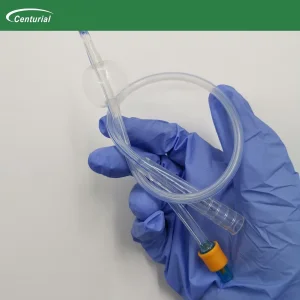
For distributors and hospital networks in Kinshasa and Lubumbashi, the priority is securing high-durability, sterile disposable medical supplies that prevent cross-contamination. Under the guidelines of national health programs, sterile safety blood collection needles and silicone catheters must feature advanced seal integrity and moisture-proof packaging. This is crucial for mitigating high infection rates and guaranteeing clinical precision in both urban hospitals and rural outreach missions.
Ensuring seamless import processes, OCC validation, and reliable shipping lines for DRC distributors.
We work closely with DRC importers to provide the documentation required by the Office Congolais de Contrôle (OCC). Every shipment of our medical devices comes with comprehensive certificate packs: Certificate of Conformity (CoC), ISO 13485 quality credentials, and detailed sterilisation certificates (EO/Gamma), preventing costly delays at customs.
Leveraging Tianjin's strategic port proximity, we offer optimized shipping paths. For Kinshasa and western provinces, we route cargo via the Port of Matadi. For the eastern regions (Goma, Bukavu) and mining hubs (Lubumbashi, Kolwezi), we establish transit options via Dar es Salaam or Mombasa ports followed by secure overland corridors.
High humidity in the Congo Basin can compromise standard paper packaging. We offer specialized, heavy-duty moisture-barrier outer film wrapping and reinforced double-wall corrugated shipping boxes. This preserves the sterile barrier of catheters, test kits, and airway management systems during long transit periods.
| Destination Region | Primary Port of Entry | Transit Mode | Avg. Transit Time | Best Suited Products |
|---|---|---|---|---|
| Western DRC (Kinshasa, Bas-Congo) | Port of Matadi | Ocean + Rail/Road | 35-45 Days | High-volume underpads, collection tubes, sample containers |
| Southern DRC (Lubumbashi, Kolwezi) | Port of Dar es Salaam (Tanzania) | Ocean + Overland Road | 40-50 Days | Surgical catheters, spinal fixation systems, airway devices |
| Eastern DRC (Goma, Bukavu) | Port of Mombasa (Kenya) | Ocean + Corridors | 45-55 Days | Rapid test cassettes, sterile needles, emergency circuits |
China's medical manufacturing infrastructure offers an unmatched balance of volume capacity, strict regulatory alignment, and technological maturity. As a leading manufacturer based in Tianjin, we pass these direct-from-factory benefits directly to our Congolese partners:
For public health organizations and private sector procurement groups, acquiring medical products is not just about price—it is about supply chain reliability. Tianjin Gray Medical Technology Co., Ltd. provides a direct bridge between world-class manufacturing standards and on-the-ground clinical requirements in the DRC.
Our facility offers flexible OEM branding, custom language labeling (French and English instructions), and consolidated shipping containers. This allows you to mix different product categories—like sterile Foley catheters, rapid test cassettes, and spinal implants—into a single shipment, optimizing customs clearance and reducing overall port entry duties in Matadi.
Tianjin Gray Medical Technology Co., Ltd. was founded in 2012 and is headquartered in Tianjin. With over a decade of profound expertise and technical qualifications in the medical equipment sector, the company has established itself as a trusted leader in providing high-quality products and comprehensive services to medical institutions worldwide. Our diverse product portfolio includes operating room instruments, dental tools, rehabilitation devices, anesthesiology equipment, medical consumables, and diagnostic instruments, all designed to meet the needs of hospitals, clinics, and healthcare providers at every level.
At Tianjin Gray Medical Technology, we pride ourselves on our strict quality control systems, state-of-the-art manufacturing facilities, and efficient global supply chain networks. Our mission is to continuously improve the quality of healthcare through innovation and the delivery of high-performance medical products. We are committed to advancing clinical practices, enabling the development of precision medicine, and fostering improvements in patient care.
To ensure the optimal functioning of our products, we offer a full-cycle service system that includes equipment installation, professional training for medical staff, and round-the-clock technical support. Our dedicated team of engineers, supported by an intelligent operation and maintenance platform, ensures the smooth operation of our products, helping healthcare providers meet the challenges of a rapidly evolving medical landscape.
We are driven by a strong commitment to improving the lives of patients and delivering clinical solutions that support the work of healthcare professionals around the world. We offer competitively priced products, fast delivery times, and highly efficient customized services to meet the unique needs of our global clientele.
Our vision is to contribute to the global healthcare ecosystem, advancing both the technology and quality of medical devices, while continuously building long-term, mutually beneficial relationships with our customers.


Tianjin Gray Medical Technology Co., Ltd. operates several advanced manufacturing facilities. Our production line covers a broad range of products, including medical consumables, diagnostic equipment, dental devices, and rehabilitation technology. These products are designed to meet the diverse and evolving needs of medical professionals across various fields, from clinical diagnosis to emergency response, ensuring that healthcare providers have the tools they need to deliver the best care to patients.
At Tianjin Gray Medical Technology, we continually invest in advanced production technologies, such as automated manufacturing robots, AI-driven production decision optimization, and real-time monitoring systems. Our green manufacturing initiatives also help reduce energy consumption and minimize environmental impact. These innovations allow us to stay at the forefront of the industry and provide our customers with cutting-edge medical solutions.
As we look to the future, we are committed to enhancing our research and development capabilities, fostering talent, and collaborating with leading technological partners. We will continue to break new ground in medical product innovation, ensuring that our products remain at the forefront of the industry.
Tianjin Gray Medical Technology Co., Ltd. offers a wide range of products and services to support the global healthcare community. Our products are used in numerous clinical applications, including diagnosis, treatment, rehabilitation, and emergency care, as well as in personal health management and preventive care. Our solutions cover a wide spectrum, from high-performance diagnostic tools used in hospitals to home healthcare products for individual patients, ensuring that our products meet the needs of diverse patient populations, including children and the elderly.
Our commitment to improving public health extends beyond the clinical setting. We provide solutions for medical research, educational purposes, and public health initiatives, such as epidemic prevention and control. Our products are designed to improve the efficiency of healthcare delivery, enhance patient outcomes, and provide medical professionals with the tools they need to excel in their practice.
Tianjin Gray Medical Technology Co., Ltd. remains dedicated to the innovation, development, and improvement of medical technologies that help save lives and improve the quality of healthcare worldwide. We are committed to growing our business, fostering global partnerships, and supporting healthcare providers and patients around the world. We invite medical institutions and partners from all over the world to join us in this exciting journey of healthcare advancement and innovation.
A checklist of our certifications designed to exceed NGO and Ministry requirements.
Our entire design, manufacturing, and sterile packaging system is certified under ISO 13485 standards. This provides assurance to public institutions and private healthcare networks that every device maintains a traceable, high-quality production pathway.
Our products comply with European Medical Devices Directive (MDD/MDR) requirements. This ensures free transit and approval across international borders, simplifying registration processes with the DRC Ministry of Public Health.
We implement computerized EO gas sterilization chambers, utilizing residual indicators on every batch. Each container of urinary catheters and surgical airway products is delivered with validated sterile assurance indicators.
Surgical, orthopedic, and urological products designed for demanding hospital environments.
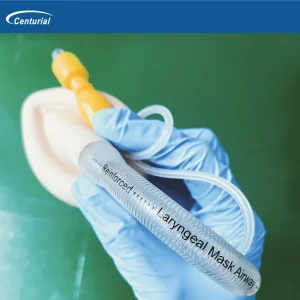





Diagnostic cassettes, specialized collection containers, and respiratory circuits.


As the DRC's healthcare strategy shifts from emergency intervention to sustainable, structural medical care, several major developments are shaping the demands of regional healthcare systems:
Due to the elevated risk of infection and allergies associated with long-term latex use, medical facilities in Lubumbashi and Kinshasa are increasingly adopting 100% silicone Foley catheters. Silicone's inert nature prevents biofilm formation, reducing clinical complications.
There is growing interest in importing bulk component assemblies and performing sterile labeling locally. Our factory supports this trend by providing empty test cassettes and bulk-packed needles ready for final sterile packaging near local target zones.
Medical waste disposal in remote regions poses significant challenges. The adoption of biodegradable paper-molded kidney dishes and basins offers clinical utility without creating persistent plastics that must be incinerated in outdoor facilities.
Important answers regarding logistics, regulatory certifications, and factory customizations for the DRC market.
Generally, we optimize shipments using full container loads (20GP or 40HQ) to reduce maritime logistics costs per unit. For high-value medical devices or diagnostic components, we accommodate LCL (Less than Container Load) shipping configurations. Please contact our sales team to discuss custom target volumes for your specific province.
Yes, we provide all required documentation, including ISO 13485 quality credentials, CE certificates, sterilization records, and detailed bills of lading. We also coordinate with third-party testing agencies (such as SGS or Bureau Veritas) to verify conformity prior to loading at the port of departure, preventing delays at the Port of Matadi.
Our packaging designs incorporate heavy-grade polymer barriers, hermetically sealed sterile packets, and moisture-absorbent desiccant packs. We secure our master shipping boxes with external shrink film barriers to prevent degradation from the maritime microclimates encountered during routing around West Africa.
Absolutely. We provide comprehensive OEM design services. All packaging interfaces, inner boxes, instructions for use (IFU), and carton markings can be printed in French, ensuring clinical compliance with DRC healthcare regulations and ease of use by healthcare professionals.


